導入の背景
販売管理・発送業務・在庫管理までを一本化したい
東京・目黒に本社、大田区に工場を置く川邑研究所は、潤滑剤メーカーです。歯車など、2つの物体が触れ合う部分には摩擦や摩耗を防ぐために潤滑油を注入しますが、高温、低温、真空、メンテナンスができないなど、潤滑油が使えない環境で用いるのが「固体被膜潤滑剤」です。自動車・航空機のエンジン、精密機器、電機製品、プラント・発電所などの重工業に用いられています。
川邑研究所では、創業100年を超える技術の積み重ねを背景に、特殊な要件にも的確に応える潤滑剤を製造しています。約7年、総移動距離60億kmの宇宙の旅を超えて帰還した小惑星探査機「はやぶさ」にも採用されており、2011年にその貢献を表彰されました。
「小ロットから大ロットまで、きめ細かく機敏にカスタムメイド対応するのが当社の強み。『当日受注、当日出荷』がモットーです」と、代表取締役社長の川邑正広氏は語ります。
代表取締役社長 川邑正広 氏
多品種少量生産は、人の作業量が多くなりがちです。しかも、以前に使用していた販売管理システムは、本社における売上管理業務のみが対象であり、工場における出荷作業や在庫管理はカバーしていませんでした。
「工場では、本社から受注データを受け取った後、運送会社への引き渡しまでの限られた時間内に、書類の転記やさまざまな手書き、他システムへの重複入力などをしていました。特に時間がかかっていたのが検査成績書の作成です」と熊谷盾之氏は語ります。
検査成績書は、納品する製品の粘度や比重の検査結果を製造ロット単位で一覧表にした書類で、納品物に必ず添付します。従来は人手で作成していたため、時間がかかるうえに、転記ミスも発生するリスクがありました。
そのため、販売管理・発送業務・在庫管理までを一本化して、工場での手書き作業をなくしたいと、川邑研究所では考えていました。

京浜工場 熊谷盾之 氏
導入のポイント
業務効率化に向けての重要な切り札「ハンディターミナル」
複数のベンダー製品を比較検討しつつ、並行して、取引のある銀行にも相談したところ、「御社に合っていると思われる販売管理・在庫管理システム」として推薦されたのが、JSTの「楽商」です。
「第1段階では、パッケージの機能にあまり踏み込まずに、信頼できる『会社選び』をしました」と川邑氏は明かします。
最終的に3社の中からJSTを選んだのは、検討期間が長期にわたったにも関わらず、一貫して同じ担当者が根気よく提案を続けたこと、開発部隊が都内にいて要望を直接伝えられることなどから、「当社のリズムで息長くつき合っていける会社だ」(川邑氏)と判断したからです。
「さらにJSTは、訪問回数が重なるに従い、業務効率化につながるさまざまな提案をしてくれました。『検査成績書作成が大変』、『時間に余裕がないため、思い込みによるミスや、誤配が発生しやすい』など現状の問題を話すと、次回にはそれを解決する方法を考えてきてくれるのです。こちらの出発点は『旧システムと同じ機能を実現したい』だったのですが、しだいに、ハンディターミナルがあると良い、ロット管理をやりたい、検査成績書も連動させたいという3つの要件が浮かび上がってきました」と川邑氏。
「工場側の視点で言うと、他社システムはパソコンの中で完結してしまって、倉庫でのピッキング作業をカバーできなかったり、ハンディターミナルがゼロからの作り込みになったりするのに対して、「楽商」は、ハンディターミナルがパッケージ機能(オプション)として、あらかじめ用意されているのが魅力でした。ハンディターミナルの事例もたくさん持っており、まだ採用を決定していない提案段階で、当社の新しい業務の流れを具体的にデモしてくれて、とてもわかりやすかった」と熊谷氏は言います。
潤滑剤を保管する倉庫内は、電池式時計の設置も許されないほど、爆発を防ぐ「防爆」環境が厳しく定められており、PCを常設することができません。ピッキングのときだけ持ち込めば済むハンディターミナルは、発送業務効率化に向けての重要な切り札でした。

京浜工場倉庫内でのハンディターミナル利用の様子
導入の効果
従来の棚札表の仕組みをシステムに取り込み、 高精度なロット管理を実現
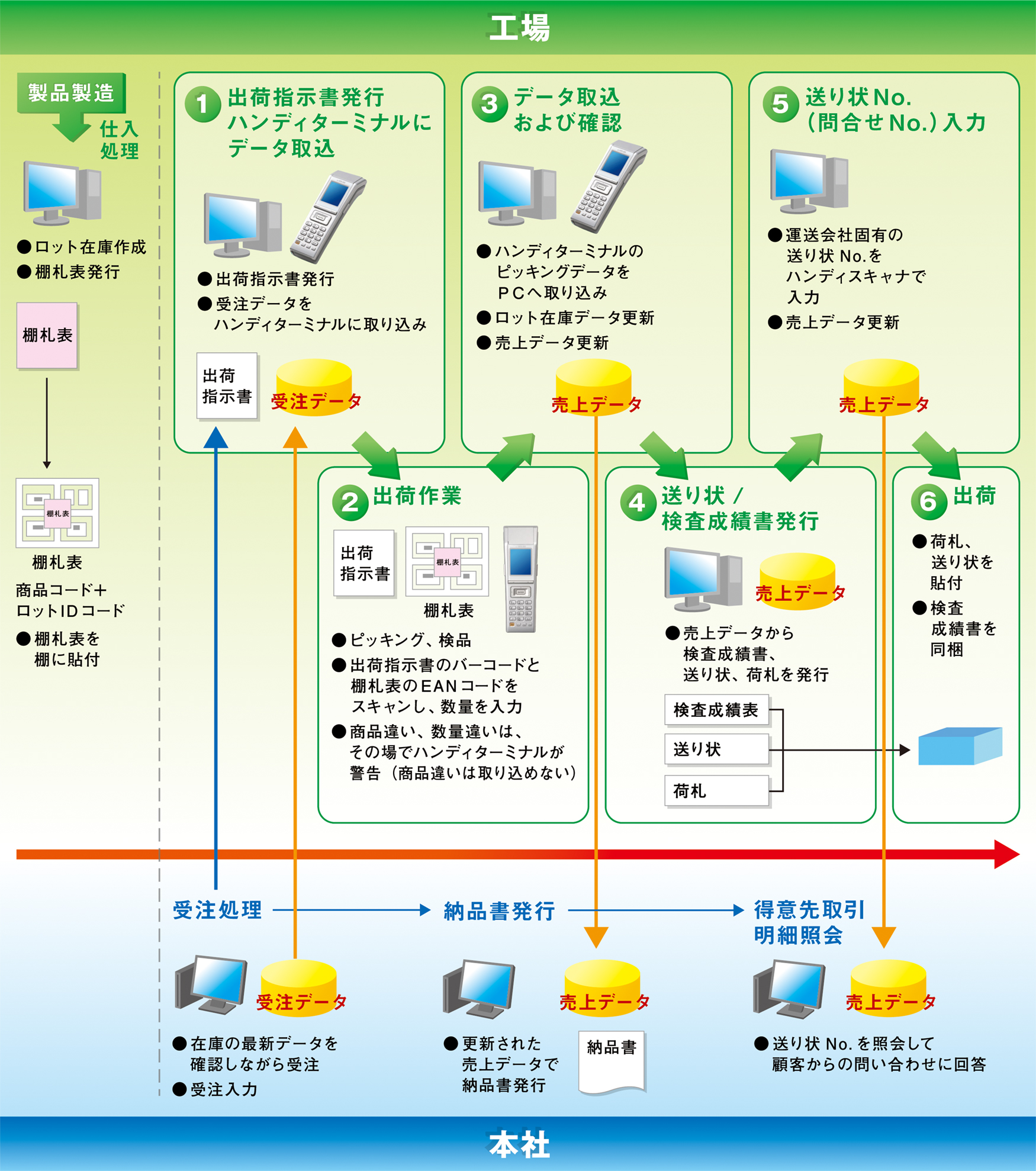
2009年4月、新しい販売管理・在庫管理システムが稼働を開始して、工場での業務の流れは大きく変わりました。
まず、製品を製造して、小分けしてラベルを貼ったら、「楽商」の仕入処理をしてロット在庫を入力します。この仕入データからバーコード付きの棚札表を発行し、製品を収めた倉庫の棚に貼っておきます。バーコードは、JANコードにロット管理IDを加えたEANコード(GS1-128バーコード)を用いています。
本社から受注データが送られてくると、工場では出荷指示書を発行するとともに、ハンディターミナルに受注データを取り込みます。倉庫では、出荷指示書のバーコードと、棚に貼ってある棚札表のバーコードをハンディターミナルで読み取り、数量を入力してピッキング。製品違いや数量違いは、ハンディターミナルがアラーム音で知らせるため、誤出荷を防止できます。
「当社は従来から棚札表を手書きで作って、ロット管理をしていました。この棚札表のしくみをそのままシステム化したことで、バーコードを使った在庫管理へスムーズに移行できたのです」と坂田圭佑氏は説明します。
事務所に戻ったら、ハンディターミナルの売上データをPCに取り込めば、検査成績書、納品書、運送会社の送り状などが自動作成できます。破損や本数不足で別ロットからピッキングするなどの処理をした場合も、検査成績書の作り替えを人が心配する必要はありません。
ハンディターミナルの導入によって、在庫管理およびロット管理の精度は大きく向上しました。どの製品のどのロットをいつどこへ納品したかが、売上データとしっかりつながって見えるようになりましたから、客先からの問い合わせにも正確な回答ができます。
また、ロット管理の精度が向上したため、使用期限の管理も正確になりました。
全製品を毎週チェックして、期限切れを人の目で探していた従来の体制と比べると、管理の手数を大幅に減らしつつ、期限切れ商品の誤納品や廃棄ロス防止の体制を確立できたのです。

京浜工場 坂田圭佑 氏
管理精度向上により、顧客に信頼される受発注体制を確立
販売管理・在庫管理システムの刷新は、管理精度向上と省力化の両面でも大きな効果をもたらしています。
検査成績書も、送り状も、手書きから脱却したことで、作業時間は短縮され、転記ミスのリスクもなくなりました。翌日の出荷予定をチェックするときに本数不足や期限切れが正確につかめるため、前日のうちに対策を講じて、出荷遅れの発生も抑えられています。ピッキングミスや誤配も発生しなくなりました。期限管理を中心に、品質管理の精度も向上しています。
「受注・出荷が毎日安定して流れるようになりました。こうしたことはすべて、お客様との信頼関係を高めることにつながります」と川邑氏。
さらに川邑氏は、「「楽商」にして良かったのは、低コストで短期導入のできるパッケージであるにもかかわらず、カスタマイズ対応してくれる範囲が広かったことです。例えば、検査成績書は、通常の販売管理とは関係ない要素ですが、ロット管理ときちんと組み合わせてシステム化することができました。当社独自の棚札表のしくみともうまく連動しています」と強調します。
今後、川邑研究所は、「特定分野でトップになる」という姿勢にさらに磨きをかけていく方針です。「さらなる多品種少量生産、さらなる個別対応にも、現在の販売管理・在庫管理システムなら確実に対応できるでしょう」と川邑氏は力強く語りました。

京浜工場での楽商操作の様子
株式会社 川邑研究所
代表者:代表取締役社長 川邑正広 / 業種:その他の製造業
事業内容:固体潤滑剤の研究開発・製造販売と各種コンサルティング
- どのサービスが一番適している?
- 課題がまだまとまっていない。
- こういう事例はある?
- 見積もりだけでもいい?